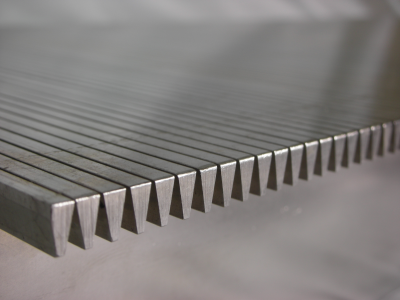
ÜÇGEN PROFİLLİ PASLANMAZ ÇELİK ELEKLER

Üçgen profilli tellerin destek çubuklarına kaynaklanmasıyla oluşturulan paslanmaz çelik elekler, ayrıştırma, ayırma, filtreleme, sınıflandırma, susuzlaştırma amaçları için kullanılabildiği gibi, mimaride iç veya dış mekanlarda görsel amaçlı uygulamalarıda vardır.
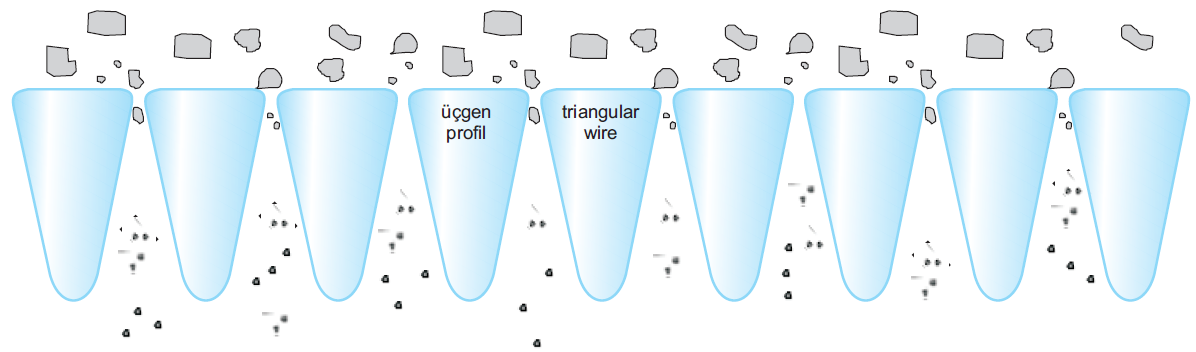
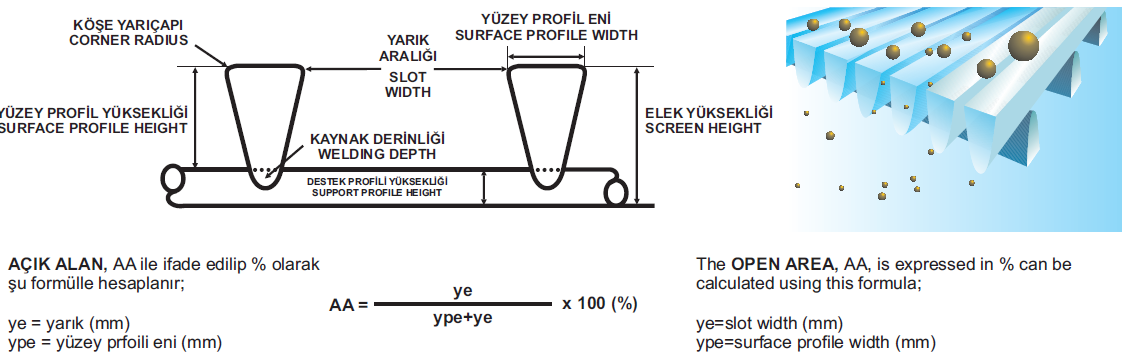
SCREENSLOT® eleklerinin filtreleme yüzey yapısı nedeniyle, standart kullanılan düz yarıklı veya delikli eleklere göre çok daha üstün performans ile çalışır. Toplam geçiş alanı, filtrelemenin yüzeydeki en dar bölgede gerçekleşmesi ve yarığın altında genişleyerek açılan kanal formu, filtrelemenin hızlı gerçekleşmesi nedeniyle, sektörde ''Tıkanmaz Elekler'' olarak da isimlendirilir.
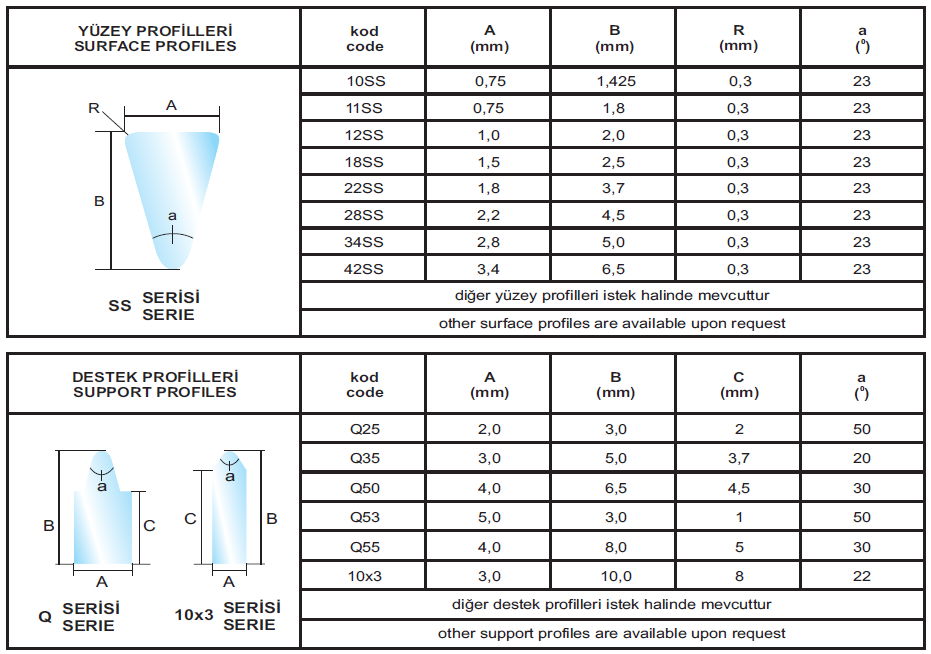
PASLANMAZ ELEKLER - MALZEMELER VE PROFİLLER
Paslanmaz çelik veya benzeri malzemeler için yüzey ve destek profllerinin genel listesidir. Farklı profiller için lütfen irtibata geçiniz.
TITANIUM GR I I
AISI 430, DIN 1.4016
AISI 304, DIN 1.4301
AISI 316L DIN 1.4435
AISI 316LN DIN 1.4439
URANUS B6 DIN 1.4539
MONEL 400¹ DIN 2.4360
HASTELLOY C276² DIN 2.4819
URANUS 45N (DUPLEX) DIN 1.4462
URANUS 52N (SUPER DUPLEX) DIN 1.4507
254 SMO³ DIN 1.4547
(1) Registered trademark of Inco Alloys
(2) Registered trademark of Haynes International
(3) Registered trademark of Avesta Sheffield AB
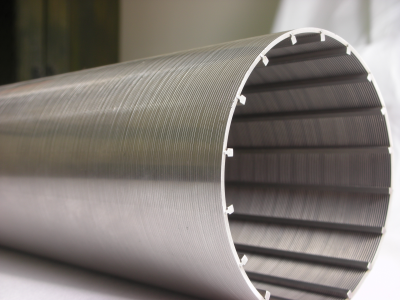
1.-SLOT TÜPLER
Yüzey profil tellerinin, destek profilleri üzerinden sarılarak ve temas ettiği her noktanın özel bir kaynak yöntemiyle birleştirilmesinden elde edilir. Prosesin niteliğine göre, destek profillerine ilave destekler takılabilir. İsteğe bağlı olarak, uç kısımlarına flanş, kör flanş, dişli bağlantı aksesuarları adapte edilebilir.
GENEL YAPISI:
- Destek profilleri her zaman içeridedir
- Destek profilleri her zaman doğrusaldır
- Yarıklar her zaman çevresel ve döngüseldir.
- Minimum 10 mikron yarık aralığı
- İçeriden dışarıya yönlü akış (FITO) veya dışarıdan içeriye yönlü akış (FOTI)
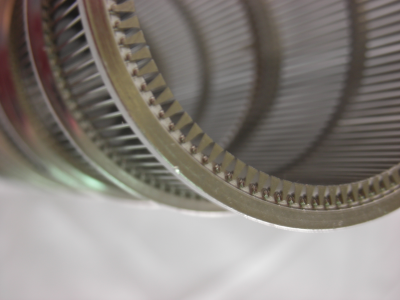
2.-TERS SLOT TÜPLER
Ters Slot Tüpler genelde yüzey profillerinin doğrusal destek profillerine sarılması ve temas ettiği her noktanın özel bir kaynak yöntemiyle birleştirilmesinden elde edilir. Ters slot tüpler içeriden dışarıya doğru akış (FITO) ve filtreleme prosesinde iç yüzeyi pürüzsüzdür.
GENEL YAPISI:
- Destek profilleri her zaman dışarıdadır
- Destek profilleri her zaman doğrusaldır
- Yarıklar her zaman çevresel ve döngüseldir
- Minimum 10 mikron yarık aralığı
- İçeriden dışarıya yönlü akış (FITO)
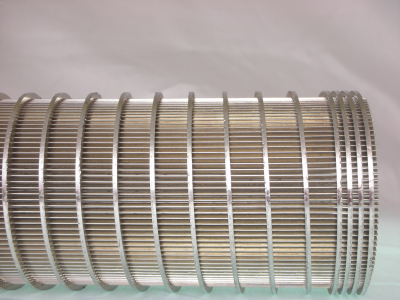
3.-SİLİNDİRLER
Silindirler, doğrusal yüzey profillerinin üzerine halka biçimindeki destek profillerinin kaynaklanması ile elde edilir. Profillerin her bir temas noktası özel bir kaynak yöntemiyle birleştirilir.
Silindirlerin destek profilleri her zaman dışarıdadır ve içeriden dışarıya yönlü akışlı (FITO) filtreleme proseslerinde kullanılır. İç yüzey pürüzsüzdür.
GENEL YAPISI:
- Destek profilleri her zaman dışarıdadır
- Destek profilleri her zaman dairesel halka biçimindedir
- Yüzey profilleri her zaman doğrusaldır
- Minimum 10 mikron yarık aralığı
- İçeriden dışarıya yönlü akış (FITO)
- Çap ve boy ölçülerinde geniş alternatif
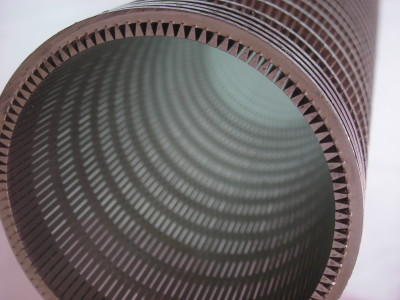
4.-SÜREKLİ SİLİNDİRLER
Sürekli Silindirler, destek profillerinin yüzey profilleri üzerine spiral döngüsel formda sarılırken her bir temas noktasının kaynaklanması ile imal edilir. Destek profilleri her zaman dışarıdadır ve içeriden dışarıya yönlü akış (FITO) ve filtreleme proseslerinde kullanılır. İç yüzey pürüzsüzdür.
GENEL YAPISI:
- Destek profilleri her zaman dışarıdadır
- Destek profilleri her zaman çevresel ve spiral sarımlıdır
- Yüzey profilleri her zaman doğrusaldır
- Minimum 10 mikron yarık aralığı
- İçeriden dışarıya yönlü akış (FITO)
5.-DÜZ ELEKLER
Düz elekler, destek profillerinin üzerine yüzey profillerinin doğrudan kaynaklanmasıyla imal edilir.
Destek profilleri, toplam yüzeyde eşit aralıklarla kaynaklanabildiği gibi, belli bölgelerde daha sık veya seyrek olarak da uygulanabilir. Prosesin niteliğine göre, destek profilleri 2 kat yapılabilir.
GENEL YAPISI:
- Destek profilleri her zaman alttadır
- Destek profilleri her zaman doğrusaldır
- Yüzey profilleri her zaman doğrusaldır
- Minimum 10 mikron yarık aralığı
- Geniş malzeme ve profil seçenekleri
6.-EĞİMLİ ELEKLER
Eğimli Elekler, destek profillerinin üzerine yüzey profillerinin kaynaklanmasıyla ilk adımda düz elek yapısında imal edilir. İkinci adımda, belirli bükme kuvvetleri ve hızlarıyla eğim işlemi tamamlanır.
Genel eğme açıları 45°, 60° ve 120°'dir. İstek üzerine farklı eğme açıları da mümkündür.
GENEL YAPISI:
- Destek profilleri her zaman alttadır
- Destek profilleri her zaman eğimlidir
- Yüzey profilleri her zaman destek profillerine dik konumlandırılır
- Minimum 10 mikron yarık aralığı
- Geniş malzeme ve profil seçenekleri